Introduction
Rig inspection is a critical discipline within the drilling industry, directly influencing operational safety, asset reliability, and regulatory compliance. Drilling environments expose equipment to extreme mechanical stress, cyclic loading, pressure fluctuations, and corrosive conditions. Without a structured and standards-driven inspection regime, even minor defects can escalate into major operational failures, safety incidents, or prolonged downtime.
For drilling companies, drilling operators, and service companies supporting drilling activities, rig inspection is not simply a compliance requirement—it is an essential risk management and operational assurance process. This guide provides a detailed and industry-specific overview of rig inspection, focusing on equipment integrity, tubular and OCTG inspection, applied non-destructive testing methods, and alignment with API and other applicable international standards.
What Rig Inspection Means in the Drilling Industry
Rig inspection refers to the systematic examination of drilling rig equipment to determine its fitness for continued service. Unlike destructive testing, inspections are carried out using non-destructive testing (NDT) methods, which allow for defect detection without impairing equipment usability.
Key Stages of Rig Inspection
Inspections are typically conducted at defined stages of the rig lifecycle, including:
- Pre-commissioning
- Periodic operational intervals
- Post-repair assessments
- Prior to redeployment
The objective is to identify early-stage defects such as fatigue cracking, corrosion, wall loss, deformation, or manufacturing imperfections that could compromise performance under operational loads. In modern drilling operations, inspection outcomes form the basis for maintenance planning, equipment acceptance, and compliance documentation.
Industry Stakeholders That Rely on Rig Inspection
Rig inspection supports multiple stakeholders across the drilling value chain:
- Drilling Companies: Rely on inspection data to maintain operational readiness and reduce non-productive time.
- Drilling Operators: Require verified inspection results to ensure assets meet safety and performance expectations throughout drilling campaigns.
- Service Companies: Rely on compliant inspection documentation to support their equipment deployment and contractual obligations.
At the operational level, field engineers, inspectors, and rig crews use inspection findings to make informed decisions regarding equipment usage, repair, or replacement. Accurate inspection outcomes improve coordination between operations, maintenance, and safety teams.
Rig Mast and Substructure Inspection: Key Components
Inspection Standard
Rig mast inspection is performed in accordance with standards outlined by the American Petroleum Institute (API), specifically API RP 4G and API 4F. These standards set the guidelines for the inspection, maintenance, and safe operation of offshore and onshore drilling rigs. Rig mast inspections ensure that the equipment remains in good working condition and compliant with safety regulations.
Non-Destructive Testing Methods Used in Rig Inspection
Rig inspection relies on a combination of conventional NDT techniques selected based on equipment type, material properties, and applicable standards. Each method serves a specific purpose and contributes to a comprehensive assessment of equipment integrity.
NDT Methods Applied on Rig Mast and Substructure Inspections:
- Visual Testing (VT): The foundation of all inspection activities, identifying surface defects, corrosion, and deformation.
- Magnetic Particle Testing (MT): Used for ferromagnetic materials to detect surface and near-surface defects, especially fatigue cracks.
- Penetrant Testing (PT): Reveals surface-breaking defects on non-porous materials.
- Ultrasonic Testing (UT): Measures wall thickness and detects internal flaws, corrosion, or erosion damage.
Inspection Categories
Rig mast inspections are generally classified into the following categories:
Inspection Categories
Category I
Routine visual monitoring of the mast/derrick and substructure by rig personnel during operations to identify any signs of poor performance.
Category II
Includes all Category I requirements, along with a more detailed check of load-bearing areas and sheaves for cracks, damage, corrosion, loose or missing parts, and early wear. This inspection should be carried out during rig-up activities.
Category III
A comprehensive visual inspection of all load-bearing components and structural members must be performed to assess the condition of the mast/derrick and/or substructure. Findings should be recorded on the checklist provided in Annex A, Annex B, Annex C, or Annex D, as applicable.
For well servicing rigs and truck- or trailer-mounted masts, the inspection should also cover rig-up and rig-down operations.
All results from Category III inspections must be documented and kept in the permanent rig file (see 9.1).
Category IV
A Category IV inspection includes all Category III requirements plus the following:
a) Critical joints must undergo nondestructive testing (NDT).
b) Equipment must be dismantled and cleaned as needed to allow NDT of all designated critical areas.
c) All welds (100%) must be visually inspected.
d) Welds in critical areas must be examined using magnetic particle (MPI/MT), liquid penetrant (PT), radiographic (RT), or ultrasonic testing (UT) in accordance with AWS D1.1. Eddy current testing may be used as an alternative for weld inspection in critical zones; any indications found must then be verified using MPI or PT. Welds on galvanized structures may require different inspection methods and intervals. Cracks on galvanized masts/derricks are typically detected through visual inspection.
e) Ultrasonic thickness testing or another approved method must be used to detect internal corrosion in tubular members that serve as primary load-bearing components. Internal cameras (cable-run) may also be used for visual checks of internal corrosion.
All Category IV inspection results must be recorded and retained in the permanent rig file.
Frequency of Inspection
The equipment user/owner should establish inspection schedules based on operational experience, manufacturer guidance, and one or more of the following factors:
— environmental conditions;
— load cycles;
— regulatory obligations;
— operating hours;
— testing history;
— repairs performed.
The inspection types and recommended frequencies are provided in the table below.
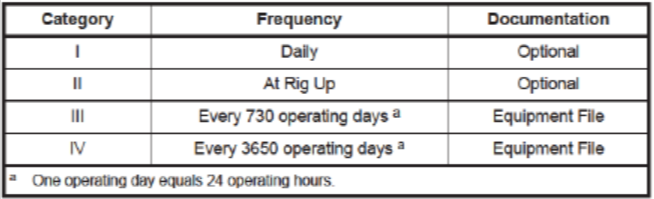
The recommended intervals apply to equipment that remains in service during the stated period. In corrosive conditions (such as high humidity, salt exposure, H₂S, etc.), inspection frequency should be increased. This includes more frequent checks for internal corrosion in tubular members.
Masts/derricks and substructures on mobile offshore drilling units (including drillships, semi-submersibles, and jack-ups) are not subject to Category IV inspection requirements. Category IV inspections are required for rigs that are dismantled for relocation between drilling sites, such as those on fixed platforms or tension-leg platforms.
The inspection interval begins at the time of manufacture and is reset when the highest applicable inspection category has been completed.
Acceptance Criteria
Acceptance limits should be defined based on operational experience and manufacturer recommendations. Equipment that is worn or fails to meet these criteria must not be approved for use.
Why is Rig Mast Inspection Critical?
The rig mast is one of the most critical components on a drilling rig. It serves as the primary support structure for the hoisting and drilling systems, including the top drive, drawworks, and rotary table. Any failure in the rig mast can lead to catastrophic consequences, including the collapse of the entire rig structure, which could endanger workers, damage equipment, and result in expensive downtime.
What’s at Stake from a Safety Point of View?
From a safety standpoint, the stakes are incredibly high. A failure in the rig mast can lead to:
- Catastrophic Collapse: If the mast fails during operation, it could cause the collapse of the drilling equipment, potentially leading to serious injuries or fatalities.
- Equipment Damage: A compromised mast may lead to costly damage to other critical equipment, like the derrick, hoisting systems, and even the drilling rig itself.
- Environmental Hazards: A failed rig mast in offshore drilling environments could result in an oil spill, posing significant environmental risks.
Ensuring the mast is regularly inspected reduces the risk of such incidents and guarantees a safer working environment for rig workers and operational continuity.
Benefits of Rig Mast Inspection
Regular and thorough mast inspections offer several significant benefits:
- Enhanced Safety: Timely identification of potential issues prevents accidents and ensures safe operations.
- Reduced Downtime: Early detection of defects or wear helps prevent unexpected failures, minimizing downtime and costly repairs.
- Operational Continuity: Well-maintained masts ensure that drilling operations proceed smoothly, reducing non-productive time (NPT) and keeping projects on schedule.
- Cost Efficiency: Preventing catastrophic failures through regular inspections is much more cost-effective than dealing with the aftermath of a major accident.
Compliance With API and International Standards
Compliance with API and other applicable international standards is fundamental to professional rig inspection. Standards define inspection scope, methods, acceptance criteria, and documentation requirements. Adherence to these standards ensures consistency, reliability, and global acceptance of inspection results.
For drilling companies and operators, standards compliance reduces regulatory exposure and enhances confidence among stakeholders, partners, and clients.
Risk Reduction Through Rig Inspection
Rig inspection plays a direct role in reducing operational risk. Early detection of defects prevents sudden equipment failure, protects personnel, and minimizes non-productive time. Inspections also support predictive maintenance strategies, allowing operators to plan repairs and replacements proactively rather than reactively. In high-risk drilling environments, inspection is one of the most effective tools for maintaining operational control.
The Role of Skilled Inspection Professionals
The quality of rig inspection depends heavily on the competence of inspection personnel. Certified NDT inspectors and lifting inspectors bring technical expertise, practical experience, and standards knowledge to the inspection process. Their ability to accurately interpret inspection data is essential for reliable integrity assessments.
Investing in skilled inspection professionals enhances inspection quality and operational confidence for organizations.
Why Us — Eiger Engineering & Oilfield Services (EEOS)
When it comes to precision-driven rig inspection, not all providers are created equal. Eiger Engineering & Oilfield Services (EEOS) brings together decades of oilfield expertise, ISO-certified quality systems, and full compliance with international industry standards — giving you inspection results you can actually trust rather than just paperwork. (eiger.ly)
Here’s why Eiger stands apart:
- Industry-Proven Experience: Founded by oilfield veterans with over 40+ years of combined operational and inspection experience, EEOS understands real rig site challenges — not just textbook definitions. (eiger.ly)
- Global Standards Compliance: All inspection processes align with API, ISO 9001:2015, ASTM, and other globally accepted frameworks to ensure that your operational data holds up under audit, third-party review, and client verification. (Eiger Quality Policy)
- Certified Inspection Services: From rig mast and lifting gear to tubulars and BOP equipment, EEOS delivers ISO and API-certified inspection and certification services — reducing regulatory risk and enhancing operational confidence. (Eiger Certification)
- Safety-First Culture: Inspection isn’t just compliance; it’s proactive risk control. EEOS’s methodology prioritizes personnel safety, equipment reliability, and production continuity across high-risk energy environments. (Eiger About)
- Comprehensive Inspection Portfolio: EEOS covers a full spectrum of services including NDT, drill pipe & BHA inspection, lifting equipment certification, rig safety checks, and DROPS surveys. (Eiger Services)
Choosing Eiger means partnering with a provider that goes beyond surface checks — delivering measurable safety, compliance, and operational integrity that stands up in Libya’s demanding oilfield and industrial environments.
Conclusion
Rig inspection is a cornerstone of safe, efficient, and compliant drilling operations. Through detailed rig equipment inspection, tubular and OCTG inspection, and the application of appropriate NDT techniques, drilling companies, operators, and service providers can ensure asset integrity throughout the equipment lifecycle.
By aligning inspection activities with API and other applicable industry standards, organizations not only meet compliance requirements but also strengthen operational reliability, reduce risk, and protect their most valuable assets—people and equipment.